
Power Press Safety Upgrade: Installing Safety Light Curtains & Servo Feed Systems
Picture Lao Li, a veteran press operator with twenty years on the floor. The press roars all day; his nerves stay tight. Last winter his long-time coworker, Xiao Wang, reached into the die area when he was exhausted — and a split second later the slide came down. That night shook the whole team. Lao Li started looking for a real fix and landed on two upgrades: a safety light curtain and an automatic feed system. He chose the DAIDISIKE DQS series safety light curtain (safety light curtain sensor) plus a 2-in-1 decoiler–straightener with an NC servo feeder. After the retrofit, accidents disappeared and output jumped. This isn’t a fairy tale — it’s a shop-floor turning point. Below is exactly how to replicate it.

01 Why Guard a Mechanical Power Press — And Why Now
A mechanical press cycles the slide up and down over a die. If a hand lingers in the danger zone, the result is never minor. In most incidents, hands or forearms enter the die area during fast, repetitive tasks. Fatigue builds, and old machines lack dependable guarding. After Xiao Wang’s injury, management finally moved. The mandate: install a reliable safeguard at the danger zone. Among options, a light curtain is fast, practical, and — when anything breaks the beams — stops the press before harm happens.
02 Safety Light Curtain: Your First Line of Defense
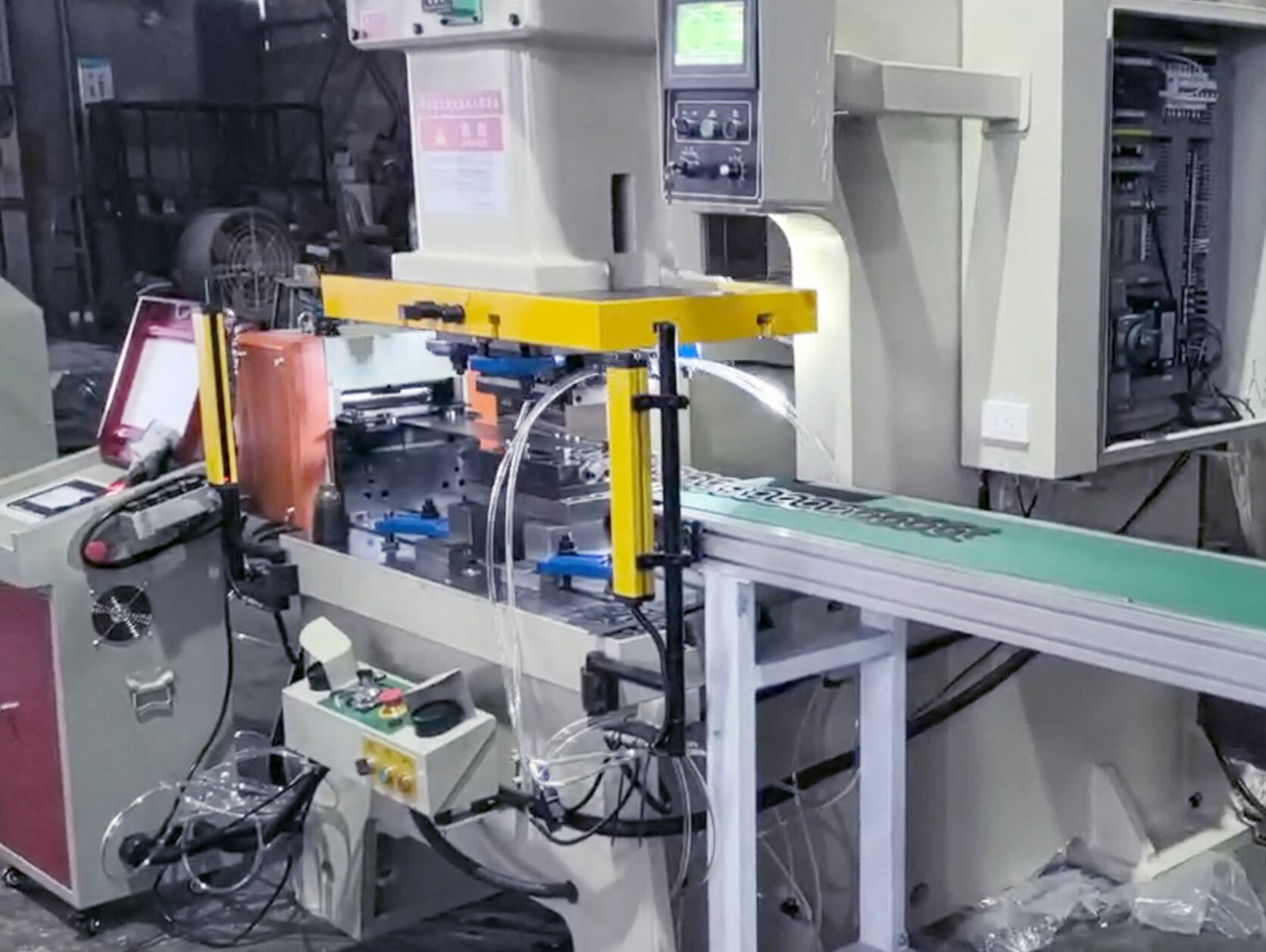
The DQS series works like an invisible wall: a transmitter and receiver create a multi-beam field across the hazard. When a hand interrupts any beam, the signal converts to an electrical stop, locking out the start circuit and halting the slide. The system consists of a transmitter, a receiver, and a controller. Matched emitter/receiver elements fire in sequence to verify every channel.

03 Install & Commission the Light Curtain the Right Way
Model selection
Size the curtain to the press opening and task, then choose a performance level suitable for mechanical power presses. For retrofits, Cat. 4 / PL e (Type 4) is strongly recommended for noise immunity and self-diagnostics.
Safety distance (S = K × T + C)
Correct placement is everything. Calculate the safety distance using S = K × T + C, where K is approach speed (often 1600 mm/s), T is total stop time (light curtain + relay/contactors + mechanical stopping time), and C is a structural allowance. If S isn’t met, guarding is cosmetic.
Step-by-step installation
- Choose the position. Mount on both sides of the opening so any reach is cut by light first.
- Fit brackets & align. Use OEM brackets. Align to 100% with the alignment tool; a small inward tilt (≈1–2°) helps avoid mirror reflections.
- Cable management. Aviation plugs speed assembly; route signal cables away from power lines and tie neatly.
- Power-on checks. Break a single beam — receiver LED goes green→red; restore and verify “protected” status.
- Functional test. Start the press and use test rods (14/25/30 mm — never a hand) to confirm the slide stops instantly on intrusion.
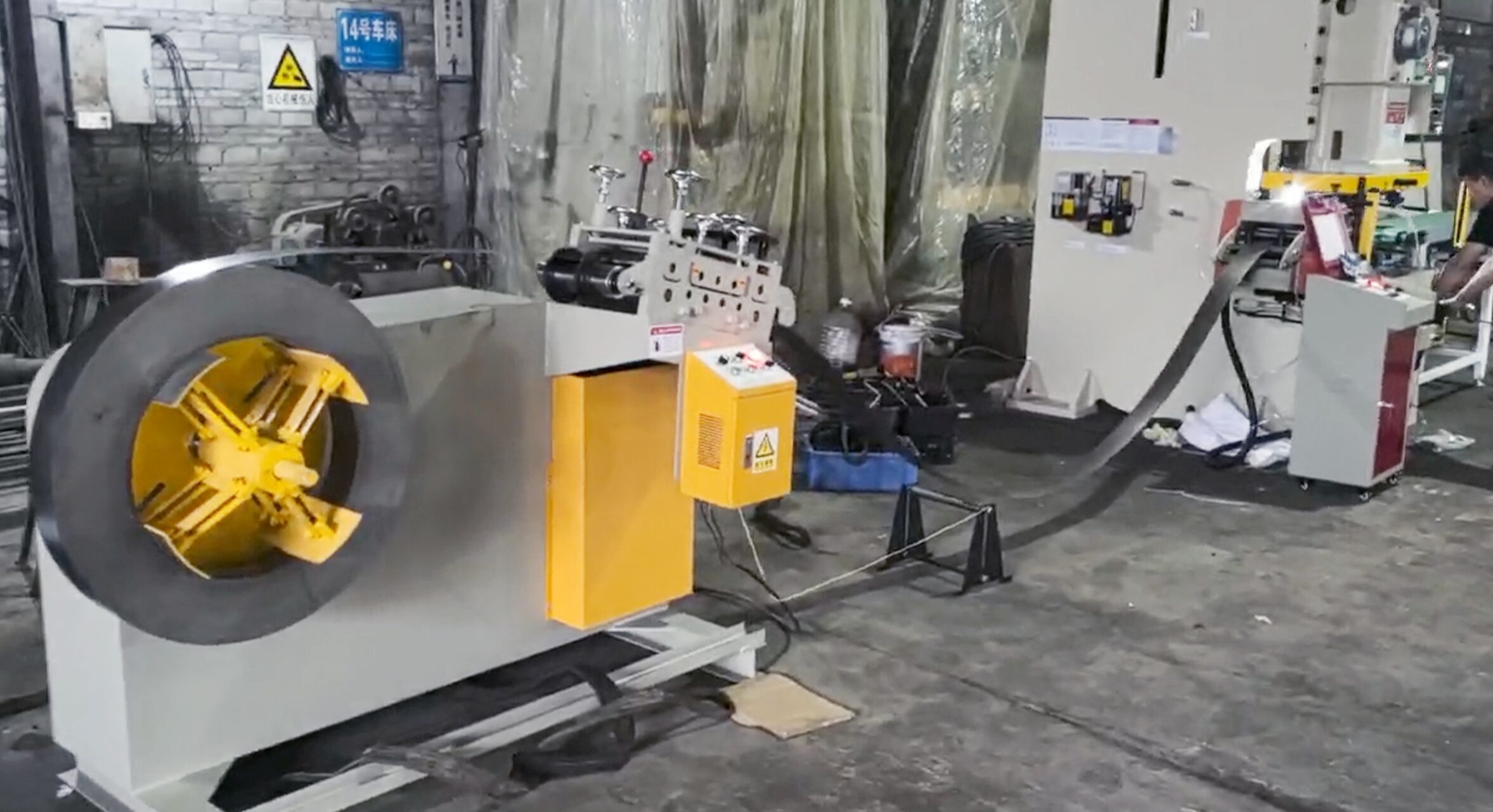
04 Integrating a 2-in-1 Decoiler–Straightener & an NC Servo Feeder
Floor space was tight, so Lao Li went with a 2-in-1 unit: decoiling and straightening in one footprint — ideal for 0.3–1.5 mm thin sheet and 0.5–2.0 mm mid-thickness materials. The upper roller opens for cleaning, a four-point micrometer system handles fine adjustment, and hardened bearing-steel rollers (HRC~60 with hard-chrome finish) take the wear. An S-shaped threading path and photoelectric→controller→VFD logic keep line speed synchronized — up to 60 m/min when the process allows.

NC servo feeder setup
- Match center heights. Feeder in/out centerlines must match the die line — misalignment = jams & bad accuracy.
- Guide-wheel width. Loosen, center the strip, then set guide wheels with ~0.2 mm clearance on both sides.
- Pinch pressure. Adjust just enough to prevent slip without deforming the strip. Too tight → banana strips; too loose → no traction.
- Cycle interlock. Feed only after the slide returns to a safe position; one stroke, one feed.
05 System Integration & Safety Optimization
Wire the light curtain’s OSSD outputs into the safety relay so any beam break cuts the clutch / engages the brake. The feeder controller handshakes with the press: complete the press cycle first, then feed. Length settings are entered on the HMI, and self-checks flag anomalies to cut defects at the source.
Daily: clean the optics; inspect cables.
Weekly: verify response and spot-check with test rods.
Monthly: check roller wear and pinch pressure; re-verify feeder accuracy (±0.05 mm target).
06 Field-Proven Fixes for Common Issues
- Dust-day false trips: clean optics and seals; if background reflections rise, add anti-glare shields or consider a higher-immunity model.
- Feed inaccuracy: re-check pinch pressure, guide-wheel clearance (~0.2 mm), and height alignment.
- Light curtain “not responding”: re-align, confirm power and terminations, measure total stop time again.
Wrap-up
After the upgrade, Lao Li’s line ran nineteen months injury-free, and productivity climbed. What changed? A beam you can’t see — and procedures you can repeat. On a power press, safety isn’t abstract; it’s measured, installed, tested, and maintained. That’s how you turn worry into rhythm.