
We get the same call about twice a month from US press shops: “We have an old press, we want to put a light curtain on the front, what do we need?” The honest answer is almost never “a light curtain.” The answer is what kind of press do you have, what does its control system look like, what does the brake do, and what does your risk assessment say? 29 CFR 1910.217 will not let you skip any of those questions, and the citations OSHA writes against this standard tend to land on shops that tried.
This article is a plain-English walk-through of the regulation as it stands in 2026, focused on the parts that matter when a light curtain is on the table. It is written for plant safety managers, maintenance engineers, and the buyers writing the purchase order. It is general engineering guidance — not legal or compliance advice — and a real compliance assessment for a specific press has to be signed off by a qualified machine-safety professional.
What 1910.217 actually covers (and what it doesn’t)
29 CFR 1910.217 is titled simply Mechanical power presses. The scope is in 1910.217(a)(1): it applies to mechanical power presses that transmit force mechanically to cut, form, or assemble metal or other materials by tools or dies. It does not cover several machines that people often assume it does, and the distinction matters for buyers:
- Hydraulic and pneumatic presses — different scope. They fall under 1910.212 (general machine guarding) and ANSI B11.2. The safety logic is similar but the specific clauses are not.
- Press brakes — not mechanical power presses under 1910.217. OSHA has issued letters of interpretation making this explicit, and press brakes get their own treatment under ANSI B11.3 and our companion guide on press brake light curtains.
- Forging presses, hot-metal presses, ironworkers, and several others — explicitly excluded by the scope of ANSI B11.1 and by 1910.217 itself. Different machine, different rule.
If you are not certain your machine is a mechanical power press under 1910.217, start by reading 1910.217(a) and (b) carefully before specifying any guarding. The scope question determines which regulation governs the install.
The part-revolution / full-revolution split
This is the single most important distinction in 1910.217 for anyone considering a light curtain, and it is not optional.
A full-revolution clutch press, once tripped, cannot be stopped mid-stroke — the clutch is mechanically engaged for a full crankshaft revolution and the slide will complete its cycle whether you want it to or not. A part-revolution clutch press uses a friction clutch that can be disengaged at any point in the stroke, and a properly maintained brake will stop the slide.
A light curtain works by detecting an intrusion and commanding a stop. On a full-revolution clutch press there is no stop to command — the machine is going to finish the stroke. OSHA is unambiguous on this: a presence sensing device may not be used as point-of-operation guarding on a full-revolution clutch press for normal production. It is both an unsafe practice and a 1910.217 violation. If your press has a full-revolution clutch, your guarding options are a Type A or Type B gate, a two-hand trip with the required minimum safety distance, a pull-back or restraint device, or a fixed barrier — not a light curtain.
The first question on any retrofit conversation, therefore, is: does this press have a part-revolution clutch? If not, the conversation about light curtains is over before it starts. If yes, read on.
Point-of-operation guarding under 1910.217(c)(3)
1910.217(c)(3) is the clause that permits presence sensing devices as point-of-operation guarding, and (c)(3)(iii) lays out what the device has to do. The substance, in plain English:
- The device shall protect the operator by preventing or stopping normal stroking of the press if the operator’s hand or any part of the body is inadvertently placed in the point of operation.
- The device shall be interlocked into the control circuit so that slide motion will be stopped if any part of the operator’s body is within the sensing field during the downstroke.
- The device shall not be used as a tripping means to initiate slide motion, except where used in total conformance with 1910.217(h) — the PSDI clause, covered below.
- The device shall be constructed so that a failure within the system does not prevent the normal stopping action from being applied when required, but does prevent the initiation of a successive stroke until the failure is corrected. This is the control reliability requirement, expanded in 1910.217(b)(13).
- Supplemental guarding shall be used to protect all areas of access to the point of operation that are not protected by the presence sensing device.
The supplemental guarding requirement is the one that catches retrofit installs. A single light curtain across the front of a press leaves the sides, back, and often the top wide open. Fixed barriers, additional curtains, or interlocked guards have to close those routes, or the installation is non-compliant on the day it is commissioned.
The 63 in/s safety distance formula
1910.217(c)(3)(iii)(e) gives the safety distance formula specifically for presence sensing devices on mechanical power presses:
Where Ds is the minimum safety distance from the sensing field to the point of operation in inches, Ts is the stopping time of the press in seconds measured at approximately the 90° position of crankshaft rotation, and 63 in/s is OSHA’s hand-speed constant.
A few practical points that the bare formula does not show:
- Ts is the whole-system stopping time, not just the brake. It includes the response time of the light curtain, the safety relay or PLC, the press clutch and brake controls, and the brake itself. Datasheet response time on the curtain is one ingredient.
- The stopping time has to be measured, not assumed. A press brake monitor (required by 1910.217(b)(14) when a light curtain is used) and a periodic stop-time test on the actual press are the practical way to do that.
- ANSI B11.19-2019 gives a more granular safety-distance calculation aligned with ISO 13855, with terms for object resolution and approach geometry. Modern practice is to use the ANSI B11.19 method on a new install and verify that the answer still meets or exceeds the OSHA minimum. We cover the international version in our ISO 13855 safety-distance guide.
- Any change to the press changes the calculation. A new die that increases stroke length, a worn brake, a faster cycle — all of these change Ts, and the safety distance has to be re-verified.
Control reliability under 1910.217(b)(13)
When a presence sensing device, a Type B gate, a movable barrier, or a two-hand control is used on a part-revolution clutch press, 1910.217(b)(13) requires control reliability and 1910.217(b)(14) requires a brake monitor. Together these two clauses are what distinguish a compliant US press install from a non-compliant one even when the curtain itself is correct.
OSHA’s definition of control reliability: “The device, system, or interface shall be designed, constructed and installed such that a single component failure within the device, interface or system shall not prevent the normal stopping action from being applied to the press when required, but shall prevent initiation of a successive stroke until the failure is corrected.”
In modern engineering terms that is a redundant, self-monitored safety control system: dual channels, cross-monitoring, and a fault response that latches the press until a maintenance reset. A Type 4 light curtain certified to IEC 61496 (adopted in the US as ANSI/UL 61496) provides this at the sensing layer — it has dual OSSD outputs, internal self-checking, and is rated for SIL 3 / PL e use. But control reliability has to extend through the safety logic and the final actuators. A 1910.217(b)(13)-compliant system therefore typically pairs a Type 4 curtain with a safety relay (such as the DAIDISIKE DA31 safety relay) or a safety PLC, force-guided contactors, and the press brake monitor required by 1910.217(b)(14).
The mapping from OSHA control reliability to international standards is worth understanding because it comes up constantly on imported machines:
| Concept | OSHA / ANSI (US) | IEC / ISO (international) |
|---|---|---|
| Safety control system reliability | Control reliability per 1910.217(b)(13); ANSI B11.19-2019 control function categories | ISO 13849-1 Performance Level (PL d / PL e); IEC 62061 SIL (SIL 2 / SIL 3) |
| Light curtain product standard | ANSI/UL 61496 parts 1 & 2 (Type 4) | IEC 61496-1 / -2 (Type 4) |
| Press safety standard | OSHA 29 CFR 1910.217; ANSI B11.1-2009 (R2020) | EN ISO 16092 series |
| Safeguarding methods | ANSI B11.19-2019 | EN ISO 13855, EN ISO 14119 |
A Type 4 curtain rated PL e / SIL 3 satisfies the sensing-layer control-reliability requirement — that is the easy part. The harder part is making sure the whole chain through to the brake clutch valve is built the same way.
PSDI — the special case under 1910.217(h)
Presence Sensing Device Initiation (PSDI) is a mode where the light curtain not only protects the operator but also initiates the next press stroke when the operator clears the sensing field. The curtain becomes the trip device, not just the guard. It is attractive in high-volume work because the operator does not have to release a two-hand control between parts.
1910.217(h) governs PSDI and the requirements are notably stricter than ordinary point-of-operation guarding:
- Part-revolution clutch only. Full-revolution presses are explicitly excluded.
- No walk-through geometry. A press configuration that would let a person enter, pass through, and become clear of the sensing field into the hazardous portion of the press is not permitted in PSDI.
- Minimum object sensitivity not greater than 1.25 inches (31.75 mm). The curtain has to detect small-finger access at the trigger plane.
- Certified and validated safety system. The entire PSDI safety system must be designed and validated to the mandatory requirements set out in Appendix A of 1910.217, by a third-party validation organization.
- Normal production only. PSDI may not be used for die-setting or maintenance — those operations have to fall back to the standard safeguarded mode under 1910.217(a) through (g).
Our blunt opinion: most US press shops never need PSDI, and the ones that think they do usually want what they really need is a well-designed ordinary light curtain installation with a fast re-stroke control. PSDI is a specialized engineering project with third-party validation costs and ongoing recertification. Treat it as such, not as a configuration tweak.
The five compliance failures we see most
From walking US press shops, the same handful of issues show up again and again. None of them are exotic; all of them get citations written.
1. Light curtain on a full-revolution press
The single most serious finding. Someone retrofits an older full-revolution clutch press with a curtain — sometimes because the part-revolution rule is not understood, sometimes because the original clutch type was misidentified. The installation is unsafe on day one. The fix is either a clutch and brake conversion (a substantial mechanical retrofit) or a different safeguarding method appropriate to a full-revolution press.
2. Safety distance no longer holds
The press was validated at commissioning. Five years later the brake is worn, Ts is longer, and the curtain is mounted at the same distance it was on day one. The installation drifted out of compliance quietly. A periodic stop-time test — required in practice by 1910.217(e) inspection and maintenance — catches this.
3. No brake monitor, or a brake monitor that isn’t working
1910.217(b)(14) is unambiguous: when a presence sensing device, Type B gate, or movable barrier device is used on a part-revolution clutch press, the press shall be equipped with a brake monitor that automatically prevents the initiation of a successive stroke if stopping time deteriorates beyond a set limit. A non-functional brake monitor is a finding in itself.
4. Supplemental guarding missing on the sides or back
The classic retrofit error. One front-mounted curtain, nothing else. The auditor walks around to the back, points at the open access path, and the conversation ends. Fixed barriers, additional curtains, or interlocked guards have to close every path to the point of operation.
5. Treating Type 4 as “the whole answer”
A Type 4 curtain certified to ANSI/UL 61496 is the right product. Wiring it through a non-monitored general-purpose relay is not. Control reliability under 1910.217(b)(13) is a property of the whole safety chain; if any link is not redundant and self-monitored, the function as a whole is not control-reliable.
A 1910.217 compliance checklist for buyers
Before issuing a purchase order for a light curtain on a US mechanical power press, the buyer and the engineering lead should be able to answer all of the following:
| Question | Where it lives in 1910.217 | What “yes” looks like |
|---|---|---|
| Is this press a part-revolution clutch press? | (b)(7), (c)(3) | Friction clutch, slide stops mid-stroke on brake command |
| Is the curtain certified Type 4 (ANSI/UL 61496)? | (c)(3)(iii); 1910.217(b)(13) sensing layer | Type 4 / PL e / SIL 3, dual OSSD outputs, self-checking |
| Has Ds = 63 in/s × Ts been measured? | (c)(3)(iii)(e) | Documented stop-time test, curtain mounted at or beyond Ds |
| Is a brake monitor fitted and active? | (b)(14) | Brake monitor wired into control circuit, periodically tested |
| Is the whole safety chain control-reliable? | (b)(13) | Redundant, self-monitored logic through to force-guided contactors |
| Are all access paths to the point of operation guarded? | (c)(3) | Front curtain + side / back fixed barriers or curtains; no unguarded path |
| If PSDI: full 1910.217(h) compliance? | (h), Appendix A | Third-party validated PSDI safety system, ≤ 1.25 in object sensitivity, no walk-through geometry |
How OSHA, ANSI B11.1 and ANSI B11.19 fit together
A short word on the hierarchy, because it comes up on every procurement call.
OSHA 29 CFR 1910.217 is the legal floor. It is a federal regulation, enforceable by inspection and citation, and a US press has to comply with it. The text has not been substantively updated in many years — it predates a lot of the modern engineering vocabulary — but it is still the rule.
ANSI B11.1-2009 (R2020) is the consensus standard for mechanical power presses. It is not law, but it is the document the industry treats as current good practice. ANSI B11.1 incorporates risk assessment, modern safeguarding language, and the technical detail that 1910.217 lacks. OSHA inspectors routinely reference it under the General Duty Clause where the federal rule is silent.
ANSI B11.19-2019 is the safeguarding standard. It defines performance criteria for light curtains, laser scanners, two-hand controls, interlocked guards and the rest. The 2019 revision pulled in safety-distance content aligned with ISO 13855, including reaching-over and reaching-through geometry that 1910.217 simply does not address.
The right practical posture, in 2026, is to design to ANSI B11.1 and ANSI B11.19 as current good practice while making sure the install also satisfies OSHA 1910.217 as the legal minimum. They do not conflict on the substantive points — part-revolution only, control reliability, supplemental guarding, brake monitoring — but the ANSI standards give you the engineering detail you need to actually execute the design.
Where DAIDISIKE fits — straight answer
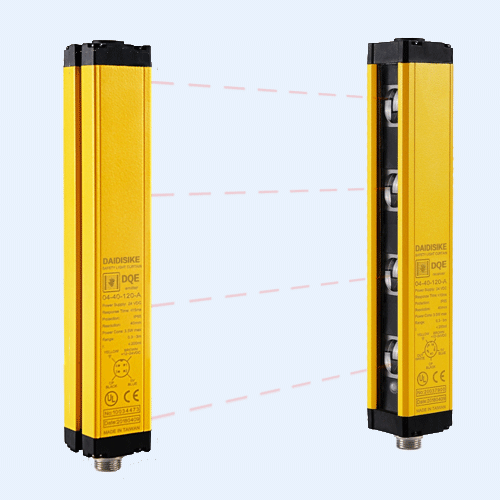
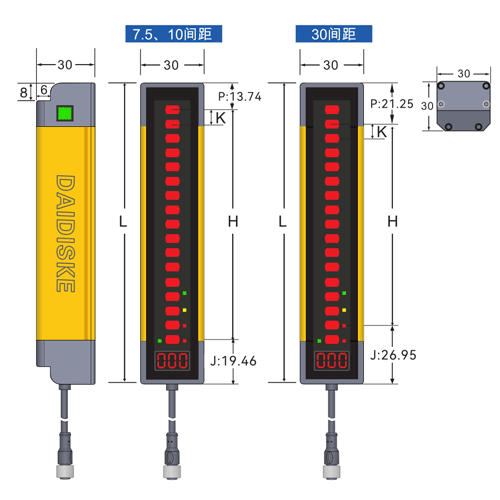
Since you are reading this on our site, a plain account. DAIDISIKE is a long-established Foshan-based industrial safety sensor manufacturer. Our Type 4 / PL e / SIL 3 safety light curtain families — including the DQC hand-protection curtain and the DQT4 series shown above — are built to IEC 61496 and are appropriate at the sensing layer of a 1910.217(c)(3) point-of-operation installation. Paired with the DA31 safety relay and a properly wired brake monitor, the chain meets the control-reliability intent of 1910.217(b)(13).
What we will not tell you is that buying our hardware makes a press 1910.217-compliant by itself. It does not. The clutch type, the brake condition, the supplemental guarding, the documented stop-time test, the wiring of the whole safety chain, and the operator training all have to be right. Our engineering team is happy to walk a press with a US customer and scope the install properly, and we would rather do that than sell a tidy bill of materials that an OSHA inspector unpicks later. You can reach us through our contact page.
The bottom line
29 CFR 1910.217 is an old regulation that does a small set of things very clearly: it limits presence sensing devices to part-revolution clutch presses, it gives an explicit safety distance formula, it demands control reliability and a brake monitor, it carves out PSDI as a separate and stricter mode, and it requires that every unguarded access path be closed by supplemental means. The rule does not get cited because it is obscure; it gets cited because shops install a single front curtain and assume the job is done.
For a US press install in 2026: start from the clutch type, read 1910.217 alongside ANSI B11.1-2009 (R2020) and ANSI B11.19-2019, measure the stopping time, build the whole chain control-reliably, close every access path, and document all of it. Do that and the light curtain is the easy part of the project.
Related reading
How to Use a Press Brake Light Curtain
Press brakes are not mechanical power presses — different rule set, different setup.
Punch Press Safety Light Curtain Retrofit
Retrofitting an older punch press to a Type 4 curtain — what changes and what doesn't.
DAIDISIKE DQC Safety Light Curtain
Type 4 / PL e / SIL 3 hand-protection light curtain for point-of-operation guarding.