

Every inductive proximity switch you have ever specified came with a hidden assumption: the target is mild steel. The published sensing distance — the rated operating distance, Sn — is measured against a standard mild-steel target. That is the reference that defines a reduction factor of 1. Detect anything other than mild steel and the sensor reads it at a shorter distance, and you are supposed to know to multiply.
Most engineers half-remember this and then forget it on the bench, which is how you end up with a part-present sensor that works on the steel prototype and intermittently misses on the production aluminium part. So let us be precise about the numbers, then explain why factor-1 sensors make the whole correction table disappear.
What is the reduction factor on a standard sensor?
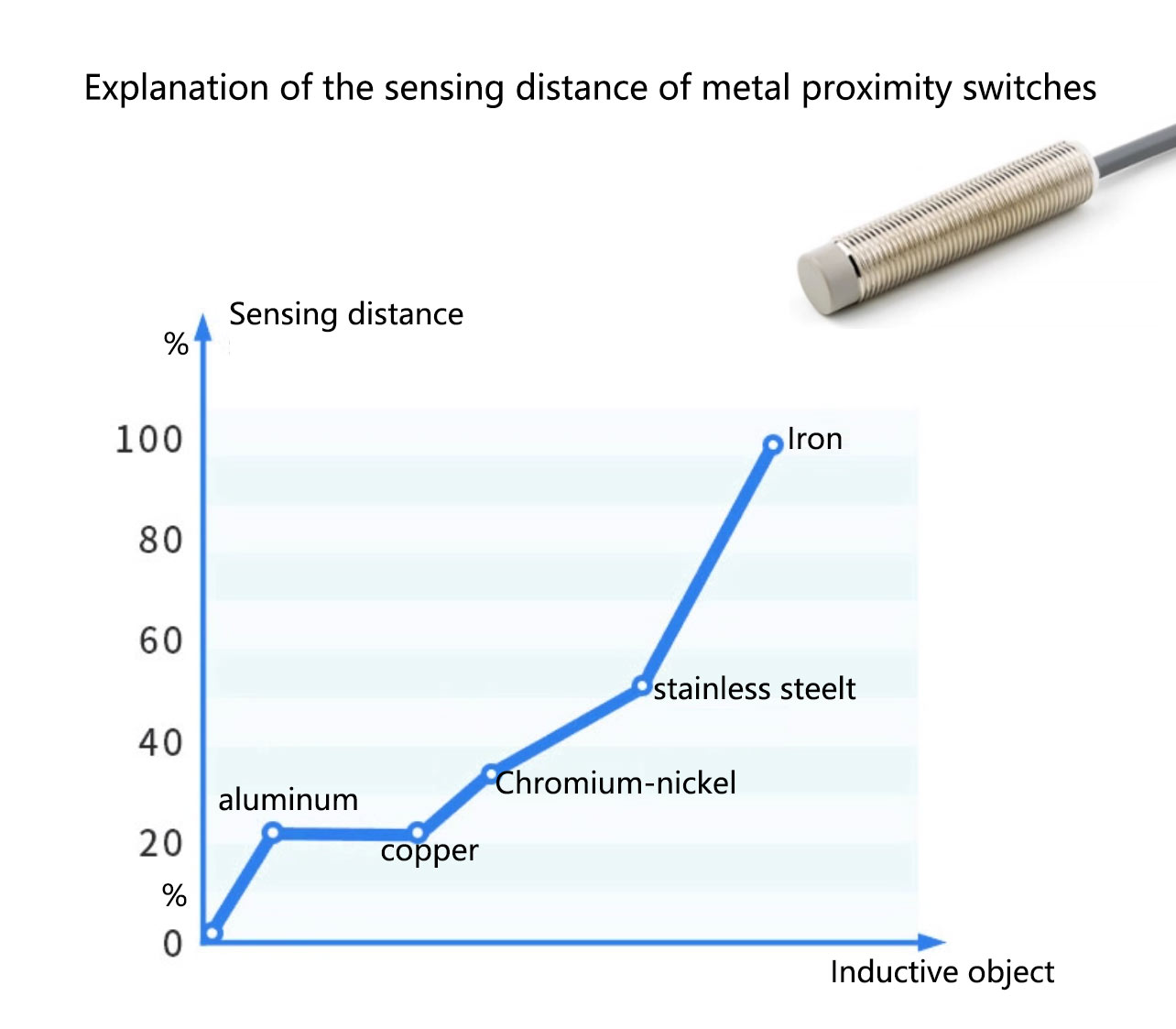
The reduction factor (k-factor) is the multiplier you apply to the rated sensing distance for a given target metal. Mild steel is the reference at 1.0; everything non-ferrous and even stainless reads short. Typical published figures for a standard ferrite-core inductive sensor look like this:
| Target metal | Approx. reduction factor | Effect on rated distance |
|---|---|---|
| Mild steel (reference) | 1.0 | Full rated Sn |
| Stainless steel (304 / V2A) | ~0.8 | ~80% of Sn |
| Brass | ~0.5 | ~half |
| Aluminium | ~0.4–0.5 | ~half |
| Copper | ~0.3 | ~one third |
Read the aluminium row again, because it is the one that bites. On a standard sensor an aluminium target is sensed at only about half the distance of a mild-steel target, per AutomationDirect's technical library. If your fixture gives you a 4 mm gap and you chose an M12 with a 4 mm rated range on steel, that same sensor effectively has a ~2 mm range on aluminium — and your part now sits outside the detection window. The fix on a standard sensor is to step up to a larger barrel or close the gap. Both cost you mounting freedom.
How does a factor 1 sensor detect every metal the same?
Factor 1 means the reduction factor is 1 for every metal — steel, stainless, aluminium, brass, copper all sensed at the same rated distance. The trick is in the coil. A conventional inductive sensor has a single coil wound on a ferrite core, and that core is exactly what makes the response metal-dependent: it couples strongly to ferrous targets and weakly to non-ferrous ones.
A factor-1 sensor throws the ferrite core away. Instead it uses two separate air-core coils — an independent transmitter (sender) and receiver — printed on a circuit board, the construction behind designs such as Turck's uprox family. With no ferrite to bias the result toward steel, the detection becomes near-uniform across metals. Turck's uprox3 line, for example, publishes flush-mountable all-metal switching distances of roughly 3 mm at M8, 6 mm at M12, 10 mm at M18 and 20 mm at M30 — the same number whether the target is steel or aluminium. Contrinex Series 600 and Series 700 are likewise true factor-1 sensors that sense steel and aluminium equally with no reduction in distance.
Why is a factor 1 sensor also weld-immune?
Here is the part that turns a niche feature into a category. The same ferrite-free construction that flattens the reduction factor also makes the sensor immune to strong external magnetic fields, both DC and AC. A ferrite core can be pushed into saturation by a stray field, which is precisely how a standard prox switch sitting near a spot welder false-trips, latches, or simply dies. Take the core out and that failure mode largely goes away.
The numbers explain why this matters in a weld cell. Contrinex states that 50 Hz AC welding equipment can produce magnetic field strengths reaching about 40 mT, and their weld-immune factor-1 sensors are specified to withstand the strong fields of medium-frequency (MF) resistance welding with welding currents up to roughly 15 kA. A standard ferrite-core sensor has no business in that environment. A factor-1 weld-immune sensor is built for it.
Why do aluminium and EV battery welding demand factor 1?
Because both problems show up in the same cell at the same time. Automotive body-in-white and EV battery assembly increasingly join aluminium and mixed steel/aluminium structures — battery trays, enclosures, panels. That hands you two requirements simultaneously.
First, the metal is non-ferrous, so a standard sensor reads it at roughly half range and detection turns flaky. Second, MF resistance welding of aluminium assemblies needs welding currents about two to three times higher than for steel of equivalent thickness, because aluminium has lower electrical resistance — which means an even stronger weld field around the sensor. So aluminium simultaneously demands factor-1 detection (for range) and weld-field immunity (for survival). That is not a coincidence; it is why the two features ship together in this market, and why these cells are the primary application driver for factor-1 weld-immune sensors. If you are guarding or sensing in this kind of line, our EV battery machine-safety guide covers the wider cell layout.
What housings and ranges do weld-immune sensors use?
A weld cell is mechanically violent as well as electromagnetically noisy — spatter, abrasion, and the occasional fixture collision — so weld-immune sensors are built tougher than a general-purpose prox. Contrinex Series 700 “Full Inox” sensors use a one-piece sealed V2A / AISI 303 stainless-steel housing for mechanical, abrasion and chemical resistance, with an optional ACTIVSTONE ceramic coating that adds weld-spatter resistance.
Range matters too, and for an unexpected reason: the further the sensor face sits from the fixture, the less often a misplaced part or a moving tool smashes into it. So several weld-immune factor-1 lines offer extended sensing ranges — up to around 16 mm on some Series 700 models — specifically to reduce collision and crash damage. An M8 S600, by contrast, gives up to about 2 mm, with the broader line reaching up to ~8 mm. Pick the range that buys you clearance, not just the one that reaches the target.
When is a standard sensor still the right answer?
Do not reflexively put factor-1 on everything. This is an opinion I will defend: over-specifying weld-immune sensors on a clean line is just money handed to the catalogue. If your target is a fixed mild-steel cam, flag or bracket, in a cell with no weld field, a standard inductive sensor is cheaper and exactly correct — the reduction factor on steel is 1.0 anyway, so you gain nothing.
Factor-1 earns its premium in three situations, and you should be able to name which one applies before you order:
- The target metal varies. Mixed steel and aluminium parts on the same fixture, where a single de-rating factor cannot cover both.
- The target is non-ferrous. Aluminium, brass or copper, where a standard sensor loses 50–70% of its range.
- There is a weld field nearby. Resistance or MF welding, where a ferrite-core sensor saturates and false-trips.
For the DAIDISIKE M3–M30 catalogue, the same sizing discipline applies as for any inductive switch: size the housing to the target gap first. Our M12 and M18 / M30 three-wire families cover the longer-range fixture work, while the M8 fits the tight tooling. The full selection and wiring logic — including how reduction factor interacts with sensing distance — is in our proximity-switch selection guide.
The short version for a buyer in 2026
Factor 1 is a real engineering advance, not a slogan. A ferrite-free transmit/receive coil pair gives you the same rated distance on every metal and, as a bonus from the same physics, immunity to the weld fields that kill ordinary sensors. That makes it the correct default for aluminium body-in-white, mixed-metal joints and EV battery assembly — places where a standard sensor either misses the part or dies in the field. Everywhere else, where the target is steel and the air is quiet, a standard inductive switch is still the right, cheaper tool. Specify to the metal and the field you actually have, not to the most impressive line on the datasheet.
Related reading
DAIDISIKE M12 Metal Inductive Proximity Switch
The workhorse fixture size — three-wire DC, PNP/NPN, NO/NC variants.
EV Battery Manufacturing — Machine Safety
Cell-level guarding for the aluminium and mixed-metal assembly lines factor-1 sensors serve.
Ultimate Guide to Proximity Switches
Selection, wiring and troubleshooting, including reduction factor and sensing distance.