The wire straightener (also called steel wire straightener or automatic straightening/cutting machine) is automated equipment for processing metal wires like steel, copper, iron, or stainless steel, precisely straightening, cutting, and length-fixing coiled/bent materials. Often integrated with pneumatic feeders and presses for full stamping lines in construction, electronics, hardware, and automotive industries. Customizable for 0.01-10mm diameters, up to 12m/min speed, and ±0.05mm accuracy. Key features: alternate deformation straightening, wear-resistant rollers, noiseless operation, rapid displacement, adjustable rollers, custom cuts, integrated relaxation valve to avoid jams, and links with uncoilers/wire drawers. Pneumatic/motor-driven with compact design and easy maintenance, it reduces labor, boosts efficiency/safety. Known as "Wire Straightener and Cutter" in "Wire Processing Line," excelling in high-precision custom work for micro to medium wires.
YouTube application cases >>
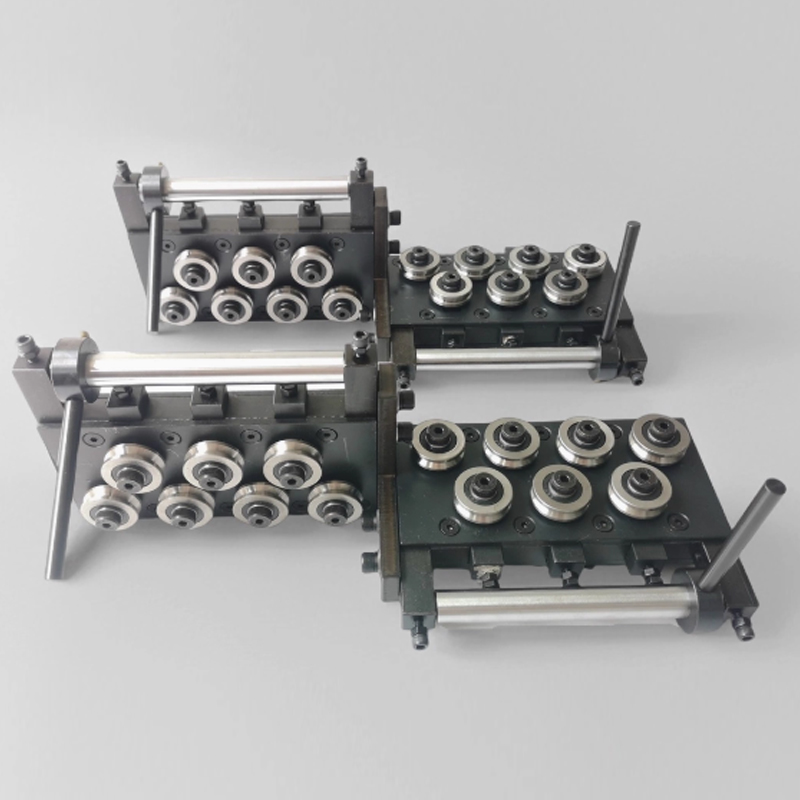
Product Advantages
The wire straightener (also known as steel wire straightener, wire straightening machine, automatic straightening and cutting machine) is an automated equipment designed for metal wire processing, mainly used to precisely straighten, cut, and length-fix coiled or bent wires (such as steel wire, copper wire, iron wire, stainless steel wire, etc.). This device is often combined with pneumatic feeders and presses to form a complete stamping automation production line, suitable for industries like construction, electronics, hardware, and automotive parts. This custom series is personalized based on customer needs, supporting wire diameters from 0.01mm to 10mm, with a maximum straightening speed of up to 12m/min and accuracy up to ±0.05mm. Core features include alternate deformation straightening principle (Alternate Deformation Straightening), wear-resistant rollers (Wear-Resistant Rollers), noiseless operation (Noiseless Operation), and rapid displacement (Rapid Displacement). Customization options include adjustable number of rollers (Adjustable Number of Rollers), custom cut length (Custom Cut Length), integrated relaxation solenoid valve (Integrated Relaxation Solenoid Valve) to prevent jamming, and linkage with uncoilers and wire drawing machines (Integration with Uncoiler and Wire Drawing Machine). The equipment uses pneumatic or motor drive, with compact structure and simple maintenance, significantly reducing manual intervention and improving production efficiency and safety. According to professional terminology, this product belongs to "Wire Straightener and Cutter", commonly used in "Wire Processing Line", with advantages in high-precision straightening and automated cutting, suitable for custom processing of micro to medium wires.
Technical Parameters
The following is the technical parameter table for the wire straightener based on typical network specifications and custom requirements. Parameters can be adjusted according to customer wire diameter, material (such as stainless steel, copper-clad steel), and production needs. Units: Wire Diameter (mm), Straightening Speed (m/min), Power (kW), Weight (kg), etc.
Parameter Name
Description and Range
Professional Term
Wire Diameter
0.01mm - 10mm, supporting micro (e.g., 0.01-0.6mm) to medium wires customization
Micro to Medium Wire Range
Straightening Thickness/Material
Suitable for steel wire, copper wire, iron wire, stainless steel wire, copper-clad aluminum, etc., starting from 0.2-0.8mm
380V/50Hz, three-phase power, no additional electricity required
Electrical Requirements
Installation Method
Side or top mounting, supporting linkage with press and feeder, equipped with linear bearing
Mounting Options
These parameters can be optimized based on specific customization needs, such as adding precision feeding devices for micro wires or enhancing roller wear resistance for thick wires.
Working Principle
The working principle of the wire straightener is based on a rotary multi-roller straightening mechanism (Rotary Multi-Roller Straightening Mechanism), utilizing motor or pneumatic drive to eliminate wire bends and waves through alternate bending deformation (Alternate Bending Deformation). The specific process is as follows:
Preparation Stage: Coiled wire enters the equipment inlet from the uncoiler (Uncoiler), with air source or motor preparing for drive. The wire is initially positioned through guide wheels (Guide Wheels).
Straightening Stage: The motor accelerates via belt drive, causing the straightening cylinder (Straightening Cylinder) to rotate at high speed. The wire enters the multi-roller system (Multi-Roller System), where rollers use hyperbolic design (Hyperbolic Rollers) to apply reversing bending forces (Reversing Bending Forces). Uneven fibers are stretched to a uniform state, eliminating bends. Roller spacing is adjustable (Adjustable Roller Gap) based on wire thickness, ensuring permanent deformation (Permanent Deformation) without damaging the material.
Cutting Stage: The straightened wire is fed to the cutting device (Cutter) according to the set length, using hydraulic or pneumatic shearing (Hydraulic/Pneumatic Shearing), with accuracy controlled at ±0.05mm. An integrated counter (Counter) automatically fixes the length.
Releasing and Output Stage: After cutting, the relaxation solenoid valve (Relaxation Solenoid Valve) activates, releasing the wire to prevent rebound or jamming. The finished product is output to the collection rack, supporting continuous mode processing (Continuous Mode Processing).
Return and Cycle: The system resets, preparing for the next cycle. It links with the press cam signal (Press Cam Signal) for automation. This principle applies to tension straightening (Tension Straightening) and bending straightening (Bending Straightening), with simple maintenance requiring only regular lubrication of bearings and inspection of roller wear. In professional terms, this is an "Intermittent Straightening Process", emphasizing rapid response and light load characteristics, particularly suitable for custom processing of micro wires.
Core Process Details
Roller Process
45# steel material → High-frequency heat treatment → Hard chrome plating → Precision outer circle grinding → Ensures high hardness and surface brightness.
The process begins with high-quality 45# steel, selected for its excellent mechanical properties and machinability.
High-frequency heat treatment is applied to enhance the material's hardness and strength, preparing it for demanding industrial use.
Hard chrome plating adds a protective layer that improves corrosion resistance and reduces friction during material feeding.
Precision outer circle grinding achieves a smooth, mirror-like finish, ensuring minimal wear and optimal contact with various materials.
This comprehensive process results in rollers that maintain high hardness (typically HRC58-62) and superior surface quality, extending service life and performance.
Transmission Gear
20CrMnTi gear steel → Carburizing and quenching → Super-hard and wear-resistant surface, with 4-gear precise meshing transmission to ensure error-free feeding.
Starts with 20CrMnTi alloy steel, known for its high strength, toughness, and suitability for gear applications in heavy machinery.
Carburizing process infuses carbon into the surface layer, followed by quenching to create a hard outer shell while keeping the core ductile.
The resulting super-hard surface (HRC58-62) provides exceptional wear resistance, capable of withstanding continuous high-load operations.
Features a 4-gear precise meshing system designed for smooth power transmission, eliminating backlash and ensuring zero-error feeding accuracy.
This advanced gear technology guarantees reliable, maintenance-free operation in high-precision stamping environments, reducing downtime and costs.
Frequently Asked Questions
What wire diameters and materials can this straightening machine handle?
This customized wire straightener processes diameters from 0.01mm to 10mm, covering micro wires (0.01-0.6mm) through medium wires. It handles steel wire, copper wire, iron wire, stainless steel wire and copper-clad aluminum, typically starting from 0.2-0.8mm. The 5-19 roller multi-roller system is customizable, so the machine can be tuned to your exact wire type and thickness for stamping press automation.
How accurate is the cut length and straightening?
Cut length accuracy is ±0.05mm, with a 6m standard length that can be customized. This precision suits high-tolerance precision stamping. Straightening uses an alternate deformation principle across multiple hyperbolic rollers with adjustable roller gap, eliminating bends and waves while avoiding material damage. An integrated counter automatically fixes the length for repeatable, error-free feeding on a 3-in-1 coil line.
Can this machine integrate with a punch press and pneumatic feeder?
Yes. It is designed for stamping press automation and links with uncoilers, wire drawing machines and pneumatic feeders to form a complete coil line. Installation supports side or top mounting with linkage to the press cam signal. If integrated with a pneumatic feeder, it requires a 0.5-0.8 MPa clean air source, free of oil and water, for reliable synchronized feeding.
What are the power and electrical requirements?
The main motor is 4-7.5 kW, driving acceleration of the straightening cylinder, plus 2.2-3 kW auxiliary or grinding motors (2-3 units depending on configuration). Power supply is 380V/50Hz three-phase, so no additional electricity infrastructure is needed in most factories. The machine weighs 200-500 kg with a lightweight, compact design for easy installation and maintenance.
What safety features does the wire straightening machine include?
Safety features include overload protection, a relaxation solenoid valve that releases the wire to prevent rebound or jamming, and an emergency stop button. The wear-resistant chrome-plated rollers and carburized 20CrMnTi gears ensure stable, low-maintenance operation. Operating conditions are 0-50°C with humidity under 80%, making the machine well suited to continuous, high-throughput wire processing lines.