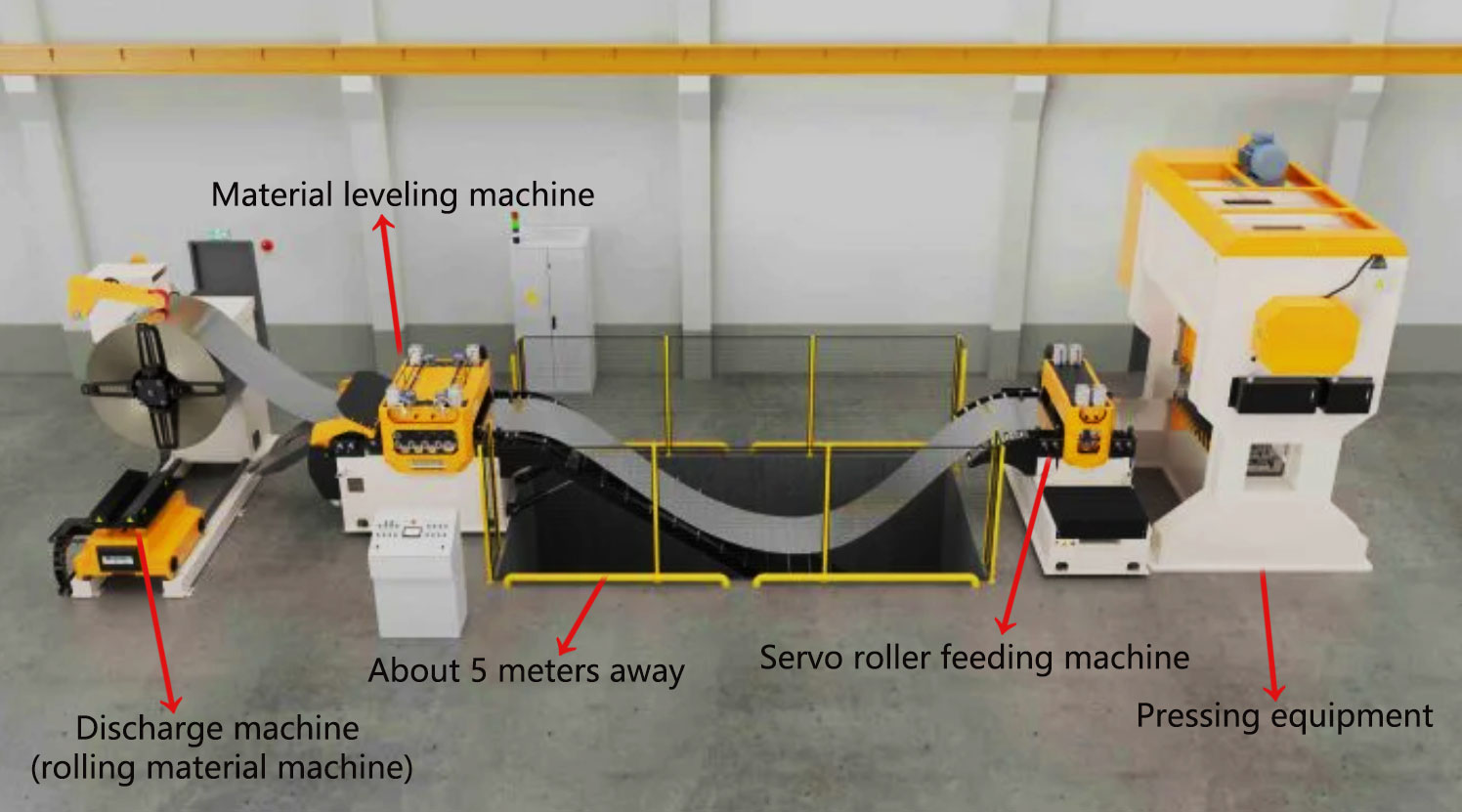
NCF Servo Roller Feeder for Press Machine

A practical timeline from manual to mechanical, then to servo, integration and digitalization — with DAIDISIKE's proven solutions in NC servo feeders, 3-in-1 coil feeder lines, and coil uncoiling–straightening–feeding systems to guide selection and upgrades.
Before the late 1970s, most stamping lines in China relied on manual feeding and foot-operated presses. Operators pushed strip or blanks into the die area by hand on mechanical clutch presses — high labor intensity, unstable takt, and elevated safety risk.
As light industry and metal-goods manufacturing took shape in coastal regions (Shanghai, Suzhou, Ningbo, Dongguan, Foshan), factories began experimenting with simple mechanical feeders based on gear, cam / ratchet, and roller mechanisms — gear feeders, roller feeders, and air (pneumatic) feeders. Accuracy and repeatability were limited, but the trajectory from “manual” to “mechanical” was set.
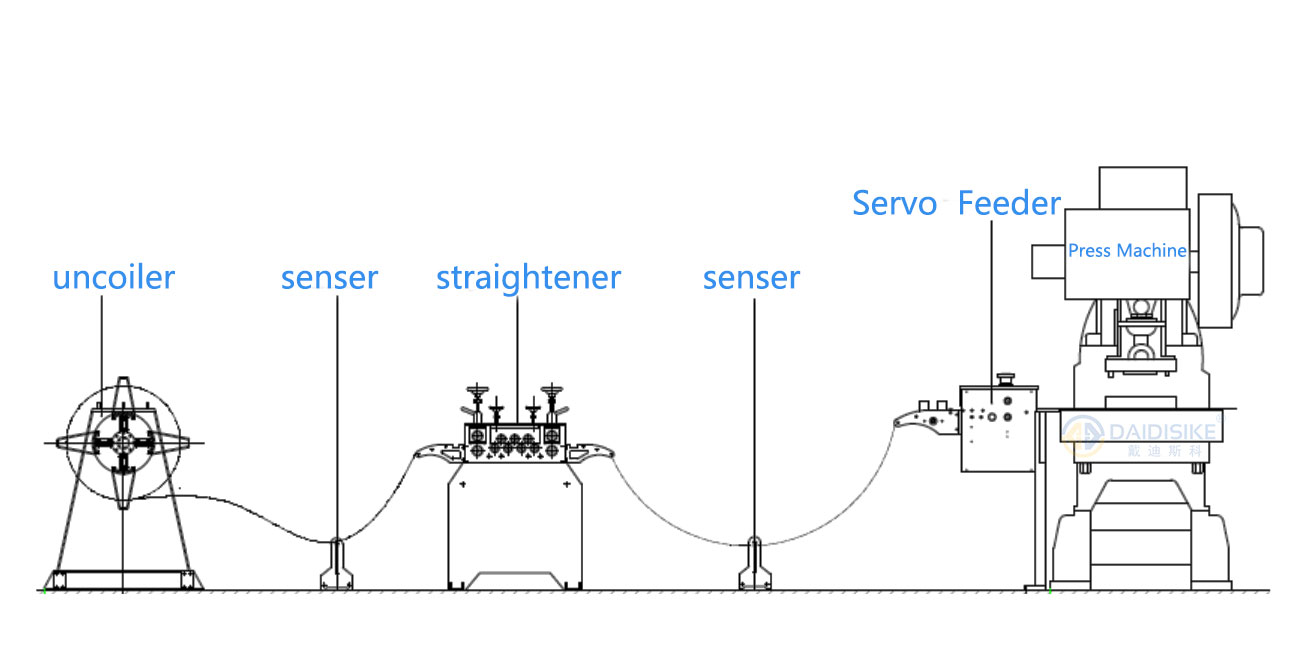
From the mid-to-late 1980s, China entered an automation awakening. NC servo feeders, 2-in-1 decoiler–straighteners and 3-in-1 (uncoiler–straightener–feeder) systems from Taiwan / Japan entered the mainland. By ~1985–1995, coastal factories accelerated coil-based, takt-driven production; by the late 1990s, local firms started imitating mechanical and pneumatic feeders, achieving 3 – 5× efficiency versus manual.
The mainstream applications were home appliances, lighting, and daily hardware. The triad of press + feeder + die took shape in Guangdong and Zhejiang and laid the groundwork for the next steps — servo and line integration.
In the 2000s, domestic manufacturers shifted from imitation to local R&D, focusing on accuracy, stability, and whole-line collaboration:
DAIDISIKE concentrated on standardized, replicable solutions around NC servo feeders and coil feeding lines, streamlining selection–commissioning–training–maintenance and helping users migrate from single-machine automation to whole-line automation.

With Industry 4.0 and “Made in China 2025”, stamping lines have moved toward integration, data, safety and energy efficiency:
| Direction | Description |
|---|---|
| AI-adaptive feeding | Auto-tunes pressure, speed and pitch based on thickness / hardness / coatings to reduce human intervention. |
| Digital twins | Virtualized equipment models for remote monitoring, predictive maintenance and energy optimization. |
| Unmanned stamping lines | Robots + inline vision + AGVs for multi-machine linkage with fewer operators. |
| Green manufacturing | Energy-regenerative servos, low-noise enclosures and oil-mist control to balance efficiency and compliance. |
Manual → Mechanical → Servo → Intelligent → Digital summarizes 40+ years of evolution in China's punch press feeders. The market moved from “have it” to “stability and efficiency”. With DAIDISIKE solutions — NC servo feeders, 3-in-1 systems and coil feeding lines — factories gain accuracy, repeatability and dependable delivery.
punch press automatic feeder, servo feeder, NC feeder, NC servo feeder, 3-in-1 feeder, 2-in-1 decoiler straightener, straightener, coil feeding line, press robot, press peripherals, safety light curtain, acoustic enclosure, high-strength steel feeding, parameters, selection, case study, video, DAIDISIKE
When you require multi-stage pitch control, thick / high-strength materials, tighter yield / repeatability, or MES / robot integration — move to an NC servo feeder with straightening or a 3-in-1 line.
3-in-1 is compact, faster to change over, and better synchronized; 2-in-1 decoiler–straighteners + feeder offers more flexibility and lower retrofit cost. Decide by layout, takt and budget.
Track repeatability, flatness at infeed, takt stability, alarm history, 8-hour continuous run data and yield curves. Request these data points during FAT / SAT.
For plant managers, manufacturing engineers and tooling / process leaders who need a clear, engineering-grade basis to choose between a servo (NC) feeder and a pneumatic feeder on stamping lines.
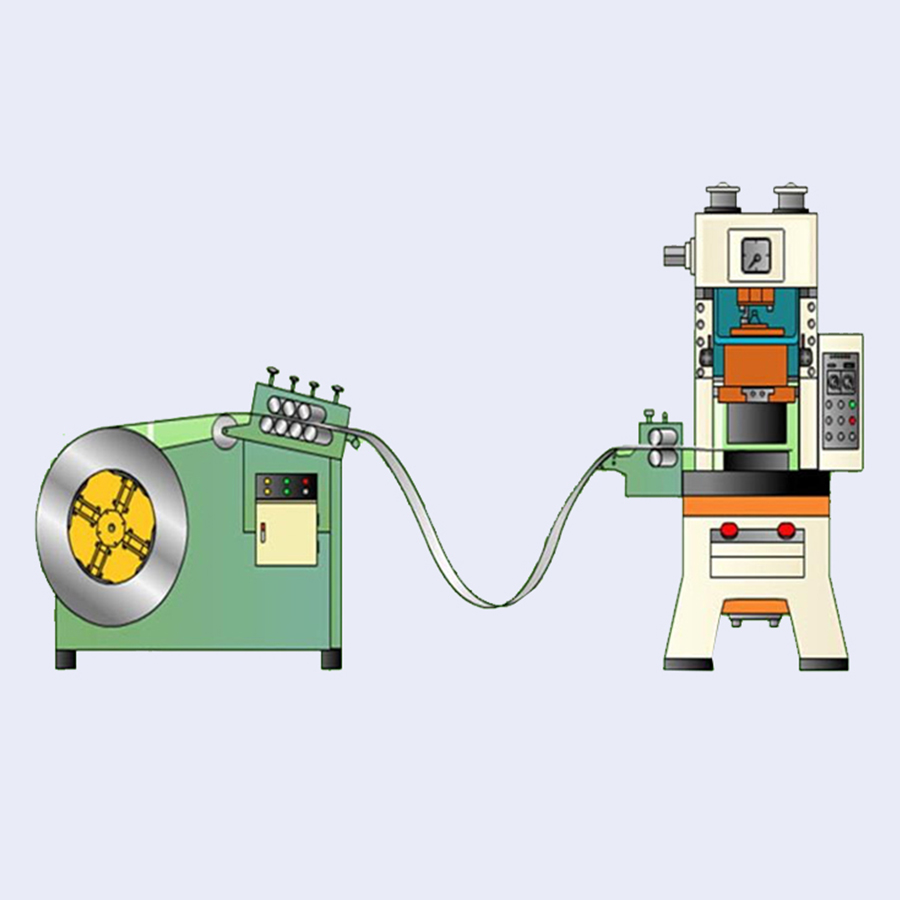
Driven by a servo motor and reducer, the feeder rolls / gears are controlled in closed loop by an encoder. An HMI / PLC coordinates multi-segment pitch, speed and accel / decel curves, and links to the press crank via angle / encoder or photoelectric signals. Core traits: high positional accuracy, repeatability, programmable control, strong adaptability to varying materials and takt requirements.
Powered by cylinders that alternate clamp–feed–release–return, or by pneumatic pinch rolls. Pitch and takt are tuned via mechanical stops or throttling valves and typically triggered by the press signal. Core traits: simple architecture, low upfront cost, easy to maintain and train; accuracy and takt stability depend heavily on air supply quality and friction state.
| Index | Servo (NC) Feeder | Pneumatic Feeder |
|---|---|---|
| Repeatability | ≈ ± 0.01 – ± 0.10 mm | ≈ ± 0.10 – ± 0.30 mm |
| Pitch / Speed | Programmable multi-segment; stable for long pitch & high SPM | Stable at short / medium pitch; long pitch or very high SPM more prone to jitter |
| Changeover | Recipe on HMI; minutes | Mechanical / air tuning; depends on operator experience |
| Material Fit | Wide — thin / soft, high-strength steel, coated / film | More sensitive to surface, thickness, tension changes |
| Synchronization | Precise with press angle / encoder | Solenoid / limit based; coarse angle sync |
| Diagnostics | Alarms, history, easy traceability | Primarily experience-based troubleshooting |
| Energy | Electrical (possible regenerative servo) | Compressed air (higher unit energy cost) |
| Maintenance | Low – medium; cleaning / lube / calibration | Low; air circuit, seals, jaws / ways wear |
| CapEx | Medium – High | Low |
| Total Cost of Ownership | Medium (offset by yield / uptime / energy control) | Medium (low CapEx but potential yield / air / stop-time penalties) |
Note: Figures are engineering ranges. Actuals depend on material, lubrication, coil tension, line rigidity, tooling condition, installation and tuning quality.

| Scenario | Recommended | Rationale |
|---|---|---|
| Electronics / connectors / motor rotor-stator; high-speed terminals | Servo feeder + precision straightener (or 3-in-1) | Multi-segment pitch, high SPM, yield sensitive |
| Automotive / NEV (HSS, aluminum) | Servo feeder + 3-in-1 coil line | High-tension materials; need rigidity and stability |
| Home appliances / lighting / general hardware, moderate precision | Pneumatic feeder or economical servo | Decide by takt and changeover frequency |
| High mix / frequent changeovers | Servo feeder (recipe) | Fast changeover, traceable parameters |
| Legacy line, low-cost retrofit | Pneumatic feeder + safety light curtain | Quick stabilization; upgrade to servo later |
There is no universally “better” feeder — only a solution that best fits your accuracy, takt, material, changeover, energy and data constraints. If you aim for stable mass production, first-pass yield and traceability, a Servo (NC) feeder is the safer bet. If you need a fast, budget-sensitive retrofit for moderate takt, a Pneumatic feeder delivers value now while leaving an upgrade path for the future.