Alimentador servo de rodillos NCF para prensa

Alimentador servo de rodillos NCF para prensa

Serie UL: bastidor de material y bastidor de descarga 2 en 1
Serie MT: máquina niveladora de bastidor de material de servicio pesado

Serie TL: máquinas niveladoras y enderezadoras

Alimentador automático para prensa A50A100BX150

Alimentador con enderezadora de alambre metálico personalizado
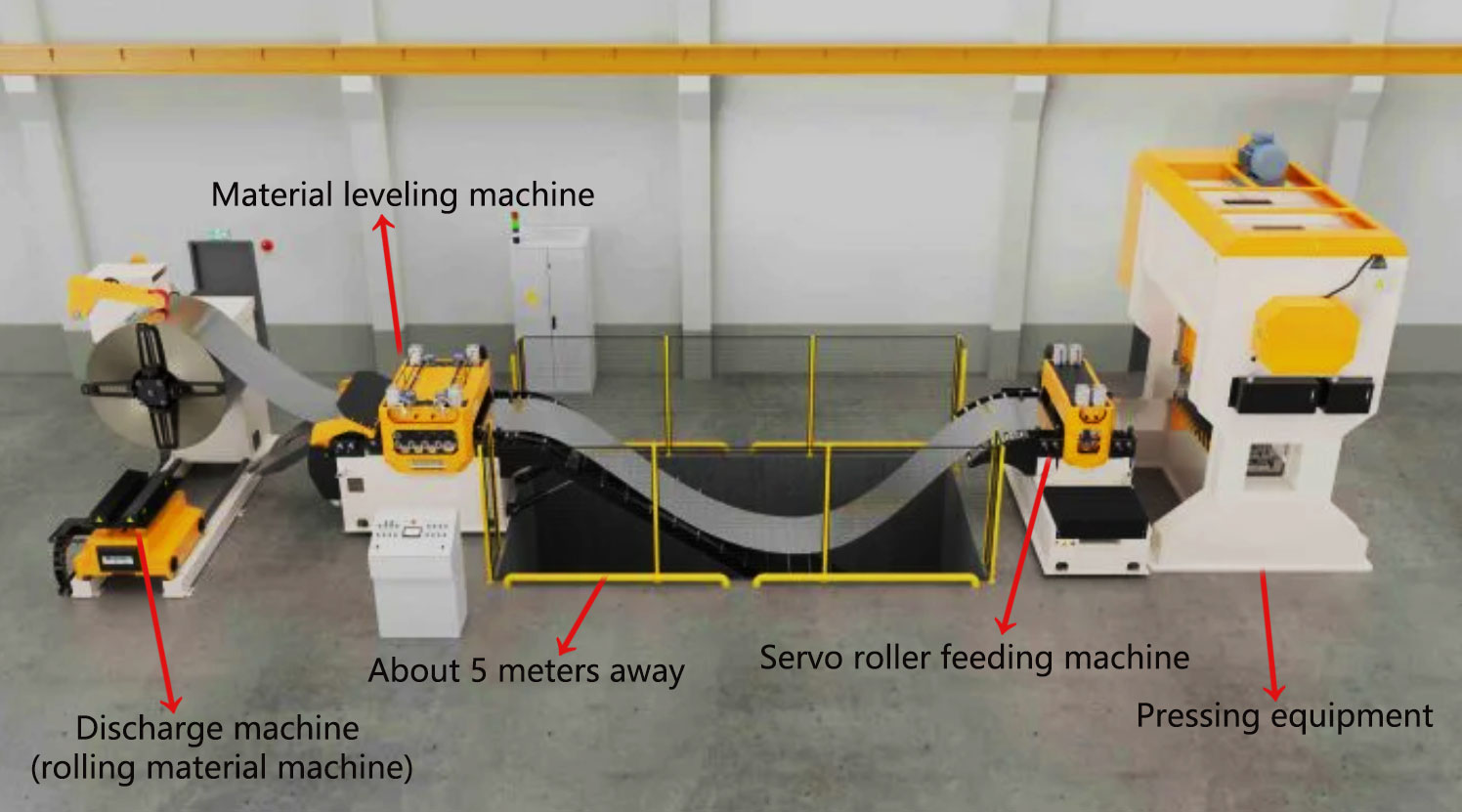
Una cronología práctica desde lo manual a lo mecánico, y luego al servo, la integración y la digitalización, con las soluciones probadas de DAIDISIKE en alimentadores servo NC, líneas de alimentación de bobina 3 en 1 y sistemas de desbobinado–enderezado–alimentación de bobina para orientar la selección y las mejoras.
Antes de finales de la década de 1970, la mayoría de las líneas de estampado en China dependían de la alimentación manual y de prensas accionadas con el pie. Los operarios introducían la tira o las piezas en bruto en la zona del troquel a mano sobre prensas de embrague mecánico: alta intensidad de mano de obra, cadencia inestable y mayor riesgo para la seguridad.
A medida que la industria ligera y la fabricación de productos metálicos tomaban forma en las regiones costeras (Shanghái, Suzhou, Ningbo, Dongguan, Foshan), las fábricas empezaron a experimentar con alimentadores mecánicos sencillos basados en mecanismos de engranajes, levas / trinquete y rodillos: alimentadores de engranajes, alimentadores de rodillos y alimentadores neumáticos (de aire). La precisión y la repetibilidad eran limitadas, pero la trayectoria de lo «manual» a lo «mecánico» quedó marcada.
Desde mediados y finales de la década de 1980, China entró en un despertar de la automatización. Los alimentadores servo NC, las desbobinadoras–enderezadoras 2 en 1 y los sistemas 3 en 1 (desbobinadora–enderezadora–alimentador) de Taiwán / Japón llegaron al continente. Hacia ~1985–1995, las fábricas costeras aceleraron la producción basada en bobina y guiada por la cadencia; a finales de la década de 1990, las empresas locales comenzaron a imitar los alimentadores mecánicos y neumáticos, logrando una eficiencia 3 – 5× superior a la manual.
Las aplicaciones principales eran los electrodomésticos, la iluminación y la ferretería de uso diario. La tríada prensa + alimentador + troquel tomó forma en Guangdong y Zhejiang y sentó las bases de los pasos siguientes: el servo y la integración de líneas.
En la década de 2000, los fabricantes nacionales pasaron de la imitación a la I+D local, centrándose en la precisión, la estabilidad y la colaboración de toda la línea:
DAIDISIKE se concentró en soluciones estandarizadas y replicables en torno a los alimentadores servo NC y las líneas de alimentación de bobina, agilizando la selección–puesta en marcha–formación–mantenimiento y ayudando a los usuarios a migrar de la automatización de máquina única a la automatización de toda la línea.

Con la Industria 4.0 y «Made in China 2025», las líneas de estampado han avanzado hacia la integración, los datos, la seguridad y la eficiencia energética:
| Dirección | Descripción |
|---|---|
| Alimentación adaptativa con IA | Ajusta automáticamente la presión, la velocidad y el paso según el espesor / la dureza / los recubrimientos para reducir la intervención humana. |
| Gemelos digitales | Modelos de equipos virtualizados para supervisión remota, mantenimiento predictivo y optimización energética. |
| Líneas de estampado sin operarios | Robots + visión en línea + AGV para el enlace multimáquina con menos operarios. |
| Fabricación verde | Servos con regeneración de energía, recintos de bajo ruido y control de niebla de aceite para equilibrar eficiencia y cumplimiento. |
Manual → Mecánico → Servo → Inteligente → Digital resume más de 40 años de evolución de los alimentadores para prensas troqueladoras en China. El mercado pasó de «tenerlo» a «estabilidad y eficiencia». Con las soluciones DAIDISIKE —alimentadores servo NC, sistemas 3 en 1 y líneas de alimentación de bobina— las fábricas obtienen precisión, repetibilidad y una entrega fiable.
alimentador automático de prensa troqueladora, alimentador servo, alimentador NC, alimentador servo NC, alimentador 3 en 1, desbobinadora enderezadora 2 en 1, enderezadora, línea de alimentación de bobina, robot de prensa, periféricos de prensa, cortina de luz de seguridad, recinto acústico, alimentación de acero de alta resistencia, parámetros, selección, caso práctico, vídeo, DAIDISIKE
Cuando necesite control de paso multietapa, materiales gruesos / de alta resistencia, mayor rendimiento / repetibilidad, o integración con MES / robots, cambie a un alimentador servo NC con enderezado o a una línea 3 en 1.
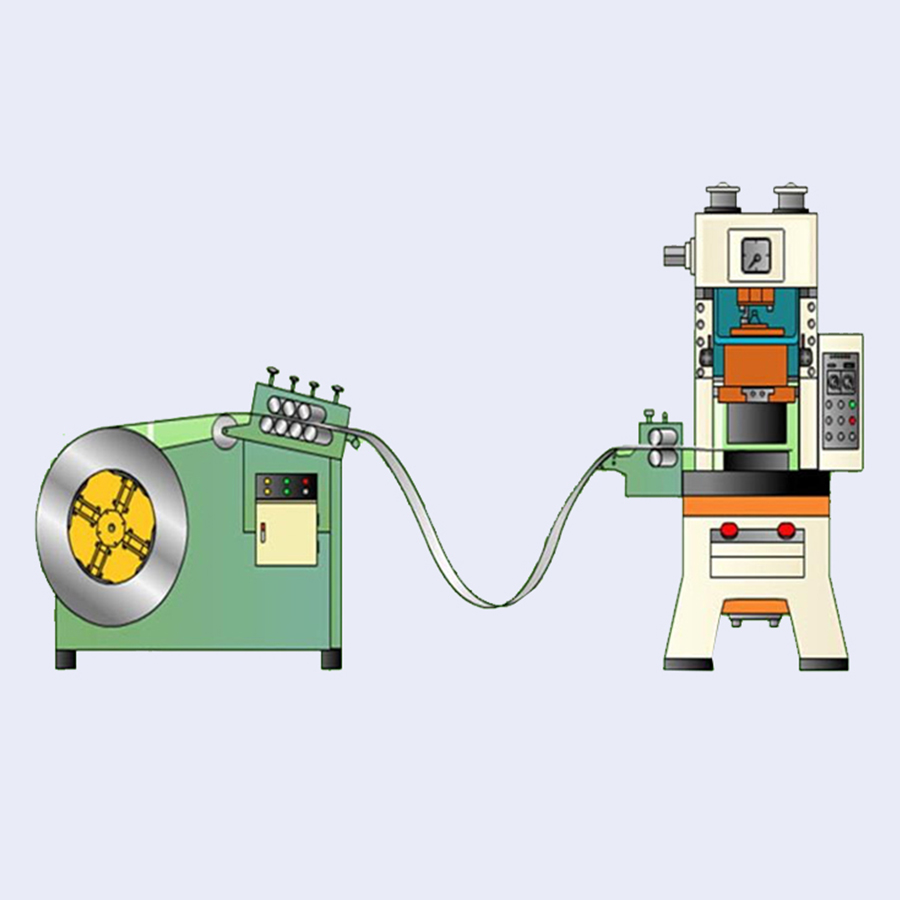
El 3 en 1 es compacto, más rápido de cambiar y mejor sincronizado; las desbobinadoras–enderezadoras 2 en 1 + alimentador ofrecen más flexibilidad y menor coste de adaptación. Decida según el diseño, la cadencia y el presupuesto.
Realice un seguimiento de la repetibilidad, la planitud en la entrada, la estabilidad de la cadencia, el historial de alarmas, los datos de funcionamiento continuo de 8 horas y las curvas de rendimiento. Solicite estos datos durante el FAT / SAT.
Para directores de planta, ingenieros de fabricación y responsables de utillaje / proceso que necesitan una base clara, de nivel de ingeniería, para elegir entre un alimentador servo (NC) y un alimentador neumático en líneas de estampado.
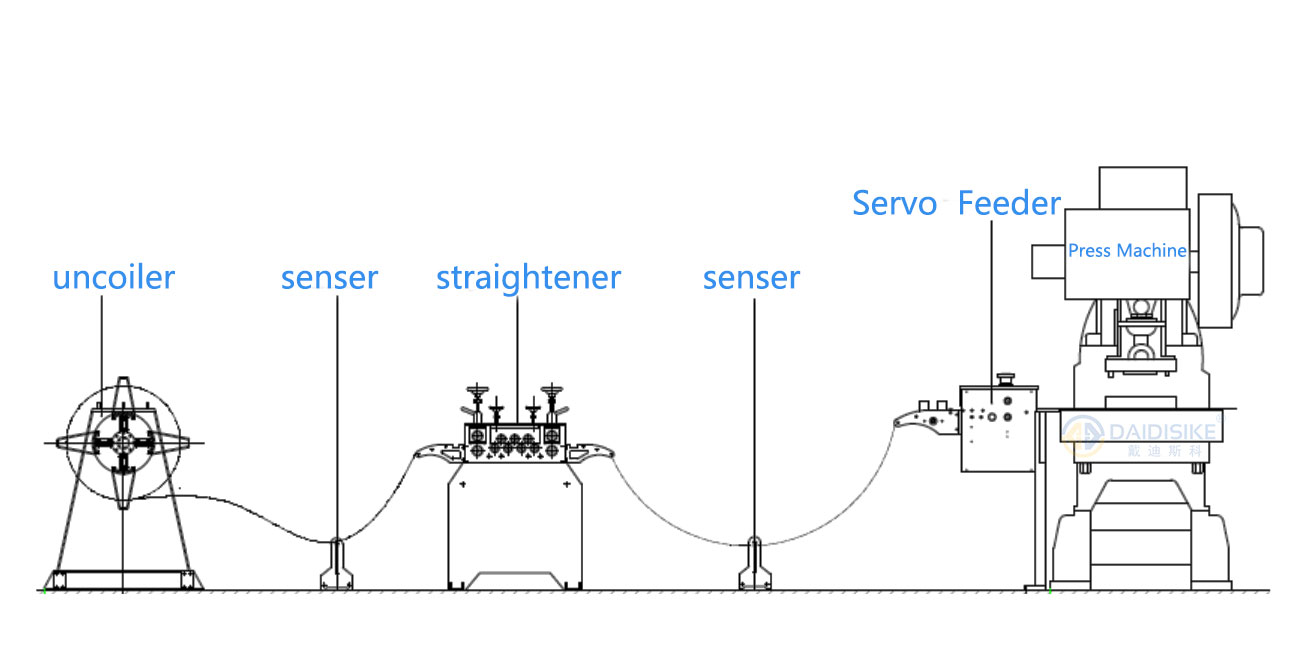
Accionado por un servomotor y un reductor, los rodillos / engranajes del alimentador se controlan en lazo cerrado mediante un encoder. Un HMI / PLC coordina el paso multisegmento, la velocidad y las curvas de aceleración / desaceleración, y se enlaza con el cigüeñal de la prensa mediante señales de ángulo / encoder o fotoeléctricas. Rasgos principales: alta precisión posicional, repetibilidad, control programable y gran adaptabilidad a materiales y requisitos de cadencia variables.
Impulsado por cilindros que alternan sujetar–alimentar–soltar– retornar, o por rodillos de arrastre neumáticos. El paso y la cadencia se ajustan mediante topes mecánicos o válvulas de estrangulación y normalmente se activan con la señal de la prensa. Rasgos principales: arquitectura sencilla, bajo coste inicial, fácil de mantener y de formar; la precisión y la estabilidad de la cadencia dependen en gran medida de la calidad del suministro de aire y del estado de fricción.
| Índice | Alimentador servo (NC) | Alimentador neumático |
|---|---|---|
| Repetibilidad | ≈ ± 0,01 – ± 0,10 mm | ≈ ± 0,10 – ± 0,30 mm |
| Paso / Velocidad | Multisegmento programable; estable para paso largo y SPM alto | Estable en paso corto / medio; con paso largo o SPM muy alto es más propenso a vibraciones |
| Cambio de formato | Receta en el HMI; minutos | Ajuste mecánico / neumático; depende de la experiencia del operario |
| Compatibilidad de material | Amplia: fino / blando, acero de alta resistencia, recubierto / con película | Más sensible a los cambios de superficie, espesor y tensión |
| Sincronización | Precisa con el ángulo / encoder de la prensa | Basada en solenoide / final de carrera; sincronización angular imprecisa |
| Diagnóstico | Alarmas, historial, trazabilidad sencilla | Resolución de problemas basada principalmente en la experiencia |
| Energía | Eléctrica (posible servo regenerativo) | Aire comprimido (mayor coste energético unitario) |
| Mantenimiento | Bajo – medio; limpieza / lubricación / calibración | Bajo; desgaste del circuito de aire, juntas, mordazas / guías |
| Inversión (CapEx) | Media – alta | Baja |
| Coste total de propiedad | Medio (compensado por rendimiento / disponibilidad / control energético) | Medio (baja inversión, pero posibles penalizaciones de rendimiento / aire / tiempo de parada) |
Nota: las cifras son rangos de ingeniería. Los valores reales dependen del material, la lubricación, la tensión de la bobina, la rigidez de la línea, el estado del utillaje, la instalación y la calidad del ajuste.
| Escenario | Recomendado | Justificación |
|---|---|---|
| Electrónica / conectores / rotor-estator de motor; terminales de alta velocidad | Alimentador servo + enderezadora de precisión (o 3 en 1) | Paso multisegmento, SPM alto, sensible al rendimiento |
| Automoción / VE (acero HSS, aluminio) | Alimentador servo + línea de bobina 3 en 1 | Materiales de alta tensión; necesitan rigidez y estabilidad |
| Electrodomésticos / iluminación / ferretería general, precisión moderada | Alimentador neumático o servo económico | Decidir según la cadencia y la frecuencia de cambio de formato |
| Alta variedad / cambios de formato frecuentes | Alimentador servo (receta) | Cambio rápido, parámetros trazables |
| Línea heredada, adaptación de bajo coste | Alimentador neumático + cortina de luz de seguridad | Estabilización rápida; actualización posterior a servo |
No existe un alimentador universalmente «mejor», solo una solución que se ajuste mejor a sus restricciones de precisión, cadencia, material, cambio de formato, energía y datos. Si busca una producción en serie estable, rendimiento a la primera y trazabilidad, un alimentador servo (NC) es la apuesta más segura. Si necesita una adaptación rápida y sensible al presupuesto para una cadencia moderada, un alimentador neumático aporta valor ahora, dejando una vía de actualización para el futuro.