
The starting point
The cell in this example is a common one: a single welding robot, a two-station turntable or fixture, a part conveyor, and a fixed steel fence with one interlocked access gate. Cells like this were built in large numbers and many are still running. They were not unsafe by the standards of their day. But two problems tend to surface as they age.
The first is nuisance trips. An older protective device near a welding arc — or a curtain mounted without much thought to arc light and reflective workpieces — trips when nothing is wrong. Every false stop costs cycle time and, worse, trains operators to see the safety system as an obstacle. The second is access behaviour. When the only way in is one slow interlocked gate, operators under throughput pressure start finding workarounds: reaching over the fence, propping the gate, climbing in for a quick fixture tweak. Both problems point at the same fix — safeguarding that matches how people actually use the cell.
The brief
A retrofit like this usually has three goals stated together: bring the cell up to current robot-cell safeguarding practice (the kind of layered approach ISO 10218-2 expects, with ISO 13855 distances), cut the nuisance trips, and do not lose cycle time. That last one matters — a safety upgrade that slows the line will be resented and undermined. Good safeguarding has to be the easy path, not the obstacle.
Step 1 — Map the access routes
The assessment always starts the same way: walk the cell and list every route a person can take to reach the robot. In a typical welding cell that is the operator load and unload opening, the open floor space at the side or rear used for maintenance, and the conveyor aperture where finished parts leave. Each route is a different geometry, and that is what decides the device.
Step 2 — Area light curtain on the load opening
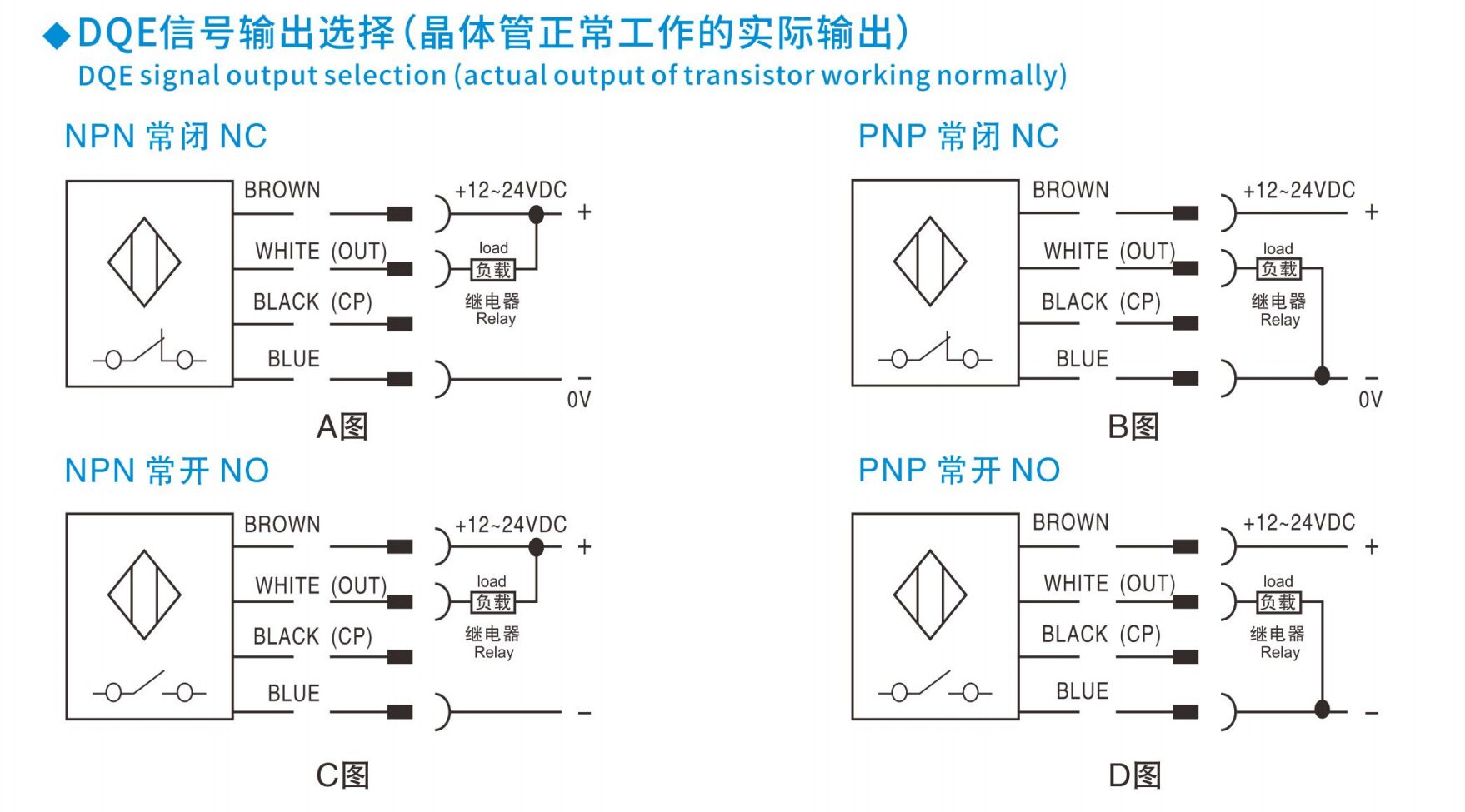
The operator opening is a defined plane, so it gets a light curtain. An area / body-detection light curtain such as the DAIDISIKE DQSA creates a vertical detection field across the opening: if anyone crosses it while the robot is live, the safety outputs drop and the cell stops. Because a welding cell runs a part conveyor through that same region, the opening is set up with muting — the curtain is briefly, automatically suspended only while muting sensors confirm a part (not a person) is passing. The muting geometry is kept deliberately tight so a person cannot slip through beside the part.
The arc-interference problem is handled here, at selection and mounting. A Type 4 light curtain uses modulated, coded infrared beams with strong ambient-light immunity, so it is not fooled by arc flash. The curtain is positioned outside the direct spatter throw and oriented away from the arc, and the mounting distance is set by the ISO 13855 calculation — the cell stopping time, the device detection capability and the approach-speed constant decide how far back the plane sits. The bracket position follows the calculation, never the other way round.
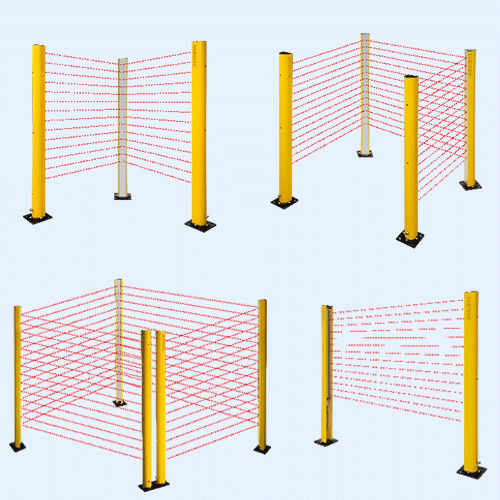
Step 3 — Safety laser scanner on the floor zone
A light curtain plane cannot cover the open floor space beside or behind the cell. That route gets a DAIDISIKE DLD-series safety laser scanner, which monitors a horizontal zone across the floor. The scanner is configured with two fields: a warning field that flags an approach — the cell can slow or signal — and an inner protective field that triggers the safety stop. Catching the approach early, before a hard stop is needed, is part of how the retrofit protects cycle time.

Step 4 — Tie it together and verify
Both devices feed the cell safety logic, which commands the robot and the welding equipment to a safe state. The whole safety function — sensor, logic, final actuator — is verified against the required Performance Level from the risk assessment; a Type 4 curtain on its own does not make the function PL e if the logic or the actuator drags the chain down. Stopping time is measured on the real cell, the ISO 13855 distances are confirmed against that measurement, and the modification is documented: a fresh risk assessment for the changed function, kept on file, because a safety retrofit on an older cell can count as a substantial modification.
Typical results
Across welding-cell retrofits of this kind, the pattern of outcomes is consistent (illustrative ranges, not a single audited figure):
- Nuisance trips fall sharply — replacing an aged or poorly placed device with a properly specified Type 4 curtain typically removes the great majority of arc-related false stops.
- Cycle time holds or improves — the muted conveyor opening and the scanner warning field remove the stops and gate delays that were quietly costing throughput.
- The workarounds stop — when entering the cell properly is no longer slower than climbing the fence, operators stop climbing the fence.
- The cell is documented and defensible — a current risk assessment, verified ISO 13855 distances and a recorded safety function, ready for any audit.
What makes this kind of retrofit work
The lesson from these projects is not about a single product. It is that good safeguarding follows the way people use the cell. Map the real access routes, put the right device on each one — a curtain on the defined opening, a scanner on the open floor — calculate the distances honestly, and make the compliant path the fast path. Do that and the safety upgrade pays for itself in fewer stops and steadier output, instead of being the thing the floor works around.
Related reading
Light Curtain vs Scanner for Robot Cells
Perimeter plane versus area zone — choosing safeguarding for a robot cell.
Ghost Trips in Welding Cells
Handling optical interference from arc light and reflective surfaces.
DAIDISIKE DQSA Area Light Curtain
Area / body-detection light curtain for robot-cell access guarding.